The Industrial coating performance and the life cycle are determined by various forms such as adequate surface preparation methods, selection of coating system, environment, and cost.
The process of Industrial coating Surface Treatment or Surface preparation in the industrial coating is to remove existing rust, mill scale, old coatings, and other known and unknown contaminations (excluding salt, oil, grease, etc., that require another pre-treatment). The primary reason for surface treatment increases adhesion from substrate to primer. Always the performance and an appropriate lifetime of coating is decided by the types of surface preparation.
Our Industrial coating industries related to surface preparation methods are wide that are being selected according to the project and process requirements by facility owners. Regardless of the substrate (Carbon Steel, Stainless Steel, Aluminium, Copper, Brass, Bronze, Titanium, Concrete, etc.), the degree of surface treatment is mandatory for a long time of coating integrity and optimal corrosion protection as intended.
In our Coating industry, the Dry blast cleaning surface treatment is referred to as Sandblasting or Grit blasting, or Abrasive blasting.
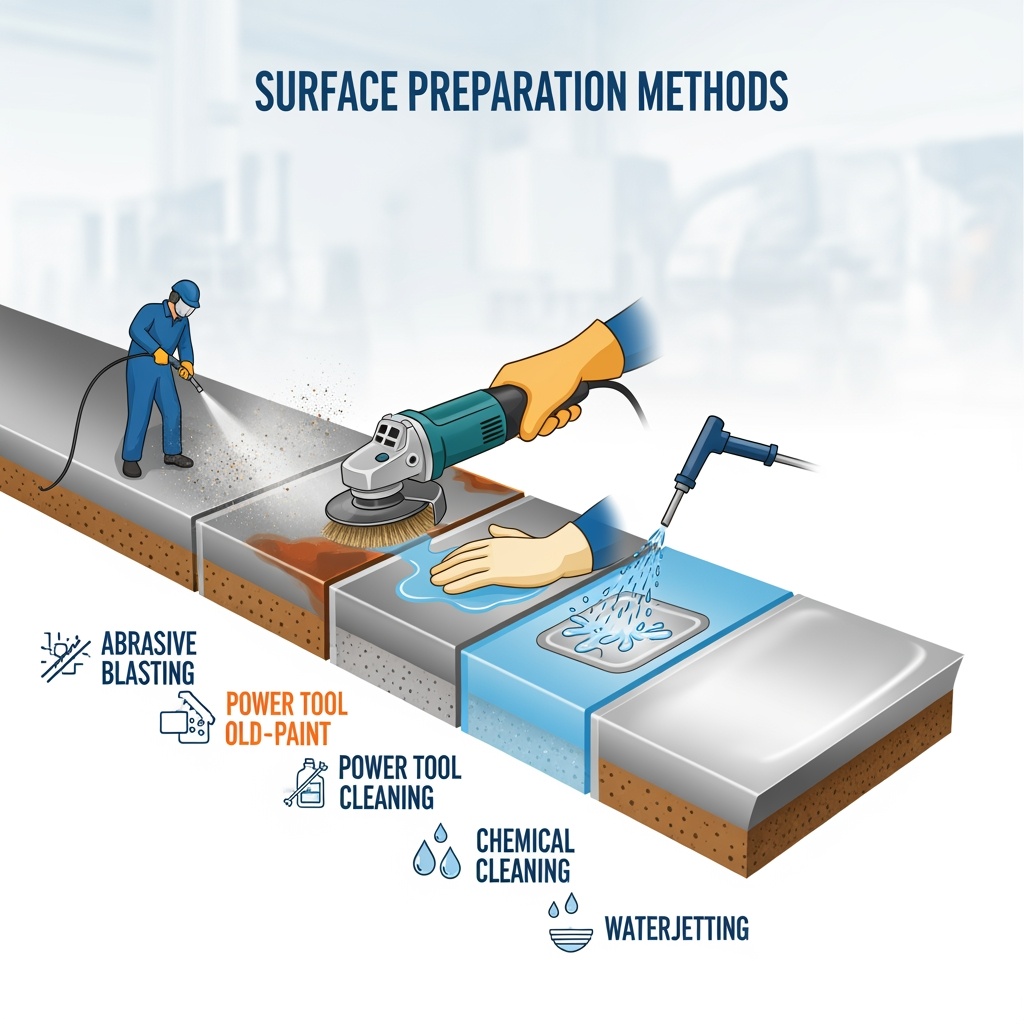
What are all the Surface preparation methods being specified by owners?
- Hand Tool cleaning method
- Power Tool cleaning method
- Dry abrasive blast cleaning method
- Wet abrasive blast cleaning method
- Hi-pressure water jetting methods
HAND TOOL CLEANING METHOD
Hand tool cleaning is one method of preparing a steel substrate by the use of non-power hand tools. Hand tool cleaning removes all loose mill scales, loose rust, loose paint, and other loose contaminations. It is not designed to remove tightly adherent mill scale, rust, and paint. International Standard SSPC SP-2 clearly defines that the Mill scale, rust, and paint are considered adherent if they cannot be removed by lifting with a dull putty knife.
Hand tool cleaning is useful to prepare small areas, inaccessible areas, or difficult areas or intricate shapes, where blast cleaning is not possible or impractical. There are many different tools available to manually prepare surfaces; some of the most common include hand wire brushes, Scrappers, chisels, hammers, etc.
Type of Hand Tools used:
- Using impact hand tools to remove stratified rust (rust scale).
- Using impact hand tools to remove all weld slag.
- Using hand wire brushing, hand abrading, hand scraping, or other similar non-impact methods to remove all loose mill scale, all loose or non-adherent rust, and all loose paint.
Standard reference: As per ISO 8501-1, the Hand Tool cleaning standard is St 2 / As per SSPC, SSPC SP 2 is related to the Hand tool cleaning method which can be referred to through SSPC VIS-3 or ISO 8501 visual standards of surface preparation agreed upon by the contracting parties.
POWER TOOL CLEANING METHOD
Power tool cleaning is a method of preparing steel surfaces with the use of power-assisted hand tools. It does not include the use of laser and heat-induction technologies. A power tool-cleaned surface, when viewed without magnification, shall be free of visible deposits of oil and grease and shall be free of all loose mill scale, loose rust, loose paint, and other loose detrimental foreign matter. It is not intended that adherent mill scale, rust, and paint be removed by this process. Mill scale, rust, and paint are considered adherent if they cannot be removed by lifting with a dull putty knife.
Type of Power tools used:
Rotary wire brush, Needle Gun, Power Grinders, Power Sanders, Rotary impact or Scarifying tools, Bristle Blaster, Rota peen, Flapper disc, etc.,
Standard reference: As per ISO 8501-1, the Power Tool cleaning standard is St 3 / As per SSPC, SSPC SP 3 is related to the Hand tool cleaning method which can be referred to through SSPC VIS-3 or ISO 8501 visual standards of surface preparation agreed upon by the contracting parties.
DRY ABRASIVE BLAST CLEANING
The most suitable and effective method for protecting steel substrates with the coating is Abrasive blast cleaning. This preferred when adopted in any projects, would provide a cleaner substrate with the removal of existing paint, rust, mill scale, and other contamination. While carrying out surface preparation, it creates surface roughness which provides chemical, mechanical, and polar bonding for the applied coating.
The process of abrasive blast cleaning impacts the substrate with highly propelled abrasive particles in order to remove the entire contamination for a cleaner and active substrate for subsequent coating.
Various methods of abrasive blasting process are being carried out in new construction and maintenance projects (if allowed due to safety reasons) and those methods are perhaps described in the project specification. To avoid project delays or claims, predominant clients or operators never specify the “means and methods of achieving surface preparation” in the approved contractor must propose for ease of process and application.
Air blasting or mechanical rotary blasting (wheel-abrator or auto-blasting machine) is the two common methods being used in a construction site. The air blasting process is carried out manually and the equipment is movable and can be used in almost any location, whereas the auto blasting machine is stationary equipment and capital investment is very high with higher production rate.
Standard reference:
ISO 8501-1 – Sa 1, Sa 2, Sa 2 ½ & Sa 3
SSPC VIS 3 – SSPC SP 5, SSPC SP 10, SSPC SP 6, SSPC SP 14, SSPC SP 7
SSPC / NACE – NACE # 1, 2, 3, 4 (join Standards)
WET ABRASIVE BLAST CLEANING
Wet abrasive blast cleaning process equipment is identical to Dry abrasive blasting equipment, however, in wet abrasive blasting, the abrasive particles are included in the water stream. Because of nuisance dust (air pollution) with dry abrasive blasting, wet abrasive blasting methods are preferred by many clients for controlling environmental issues.
The main disadvantage of wet abrasive blast cleaning-related Inspection is very difficult due to flash rust. The wet surface can quickly oxidize and leave a low-quality surface for coating acceptance. In order to alleviate or prevent oxidation, the approved inhibitors can be used with client approval. The inhibitors must be compatible with coatings, otherwise, adhesion failures may be possible.
Standard reference:
SSPC VIS 4 – SSPC SP 5 (WAB), SSPC SP 10 (WAB), SSPC SP 6 (WAB), SSPC SP 7 (WAB)
WATER JETTING METHODS
Water jetting methods are similar to wet abrasive blasting cleaning with Flash rust evidenced in the prepared surface. The main advantage of water jetting is to remove all contamination that includes chemical products (i.e. Salts). The best effective method for salt removal from the surface.
Advantages
It will restore the existing surface profile (it will not damage the existing profile in the maintenance project)
It will remove entire contamination
Very effective process
Disadvantages
It will not create a surface profile
Equipment cost is very high
High operator skill is mandatory
Highly dangerous due to the high pressure involved
Type of Water jetting
Low-pressure water cleaning (LPWC) – below 5000 psi
High-pressure water cleaning (HPWC) – 5000 – 10000 psi
High-pressure water jetting (HPWJ) – 10000 – 30000 psi
Ultra-high pressure water jetting (UHPWJ) – more than 30000 psi
Standard reference: SSPC VIS 5 – SSPC WJ 1, SSPC WJ 2, SSPC WJ 3, SSPC WJ 4
Written By
Venkat. R – Director-Industrial Coatings Training & Certifications-(SSPC / FROSIO / NACE / ICORR / BGAS Certified)
HTS COATINGS –SSPC / FROSIO Approved Training body (India & Global)
Mobile: +91-9176618930 / Email: info@htscoatings.in / ahv999@yahoo.com
www.onlinecoatings.org / www.htscoatings.in / www.frosiotraining.com / www.sspcindia.in